


OVERVIEW
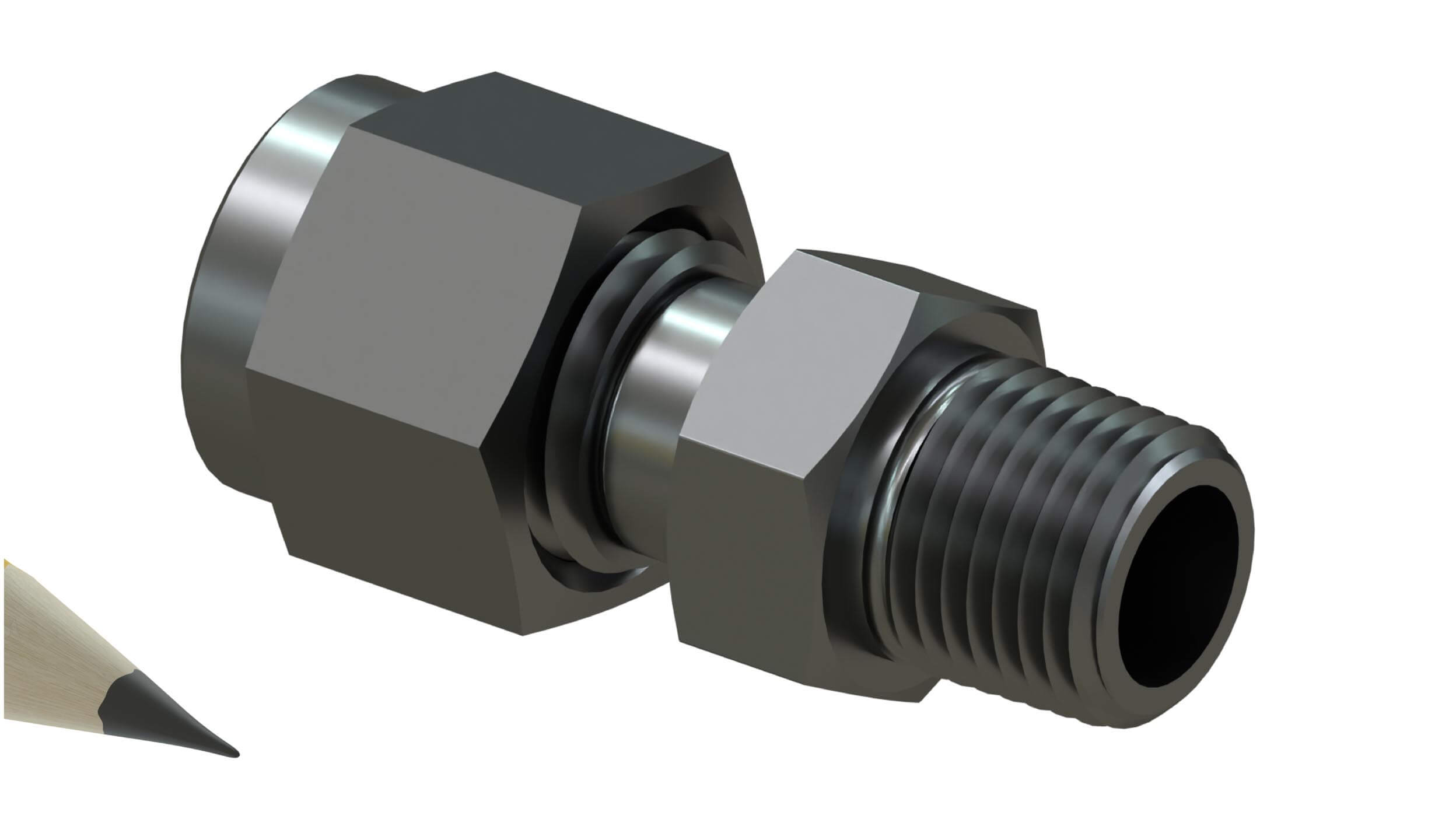
• Adjustable 1/8" NPT Male Thread Compression Fittings for various diameter EGT Probes
• Made from 316 Stainless Steel
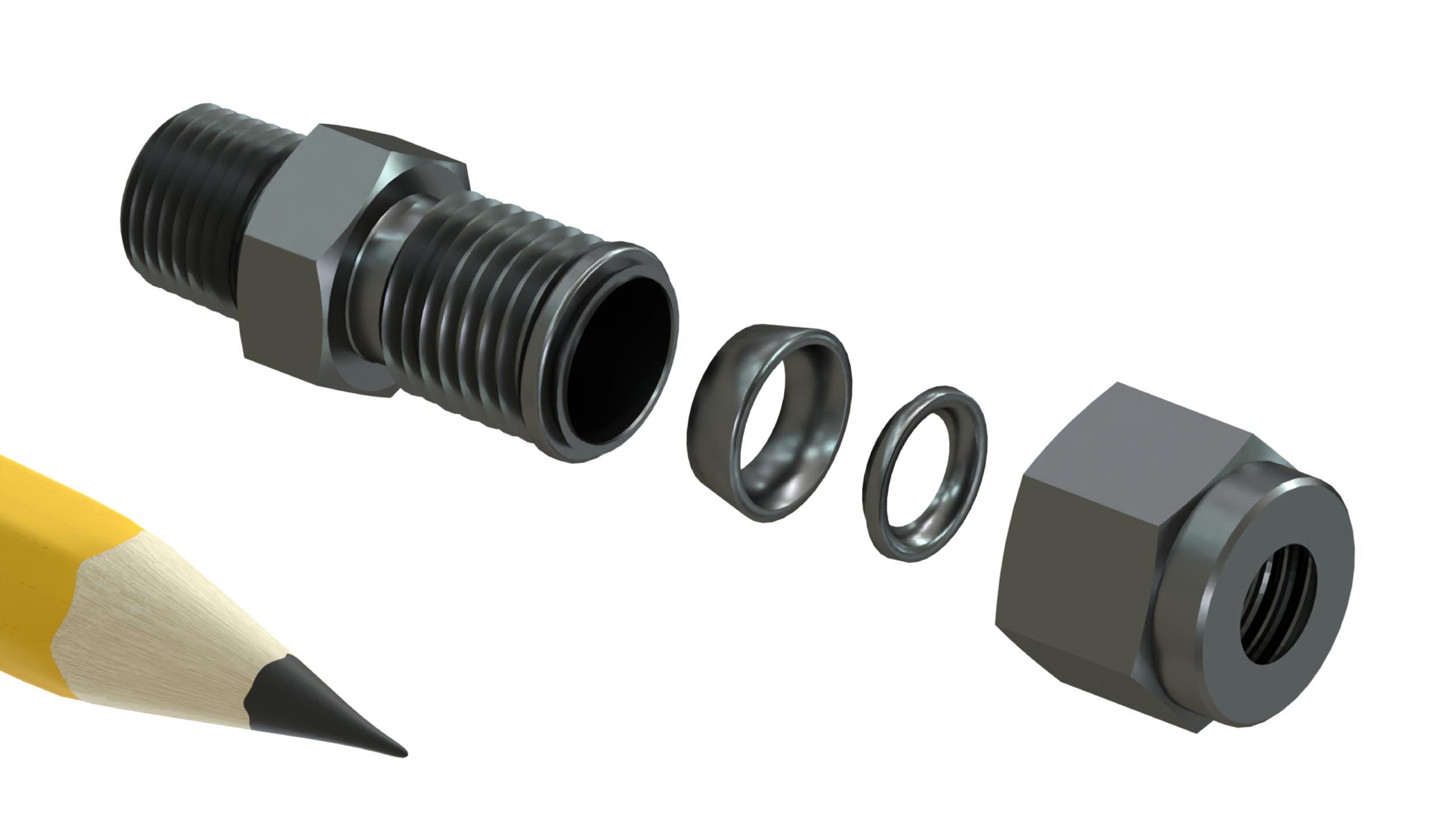
• Includes ferrules
• 1/8 inch NPT male thread
• 27 threads per inch
MADE IN THE USA
316 stainless steel for excellent service life withstanding high temperatures and thermal cycling over long periods of time. Compression Fittings available for EGT Probe diameters of 1/8", 3/16", or 1/4".
Ways to Install:
1. Thread into a 1/8 inch NPT weld bung adapter
2. Welded directly to the header / exhaust outlet
3. Drill & tap an 1/8 inch NPT hole, then thread it right in (max torque 7 lb-ft (10 Nm))
Options:
TECHNICAL SPECIFICATIONS
Brand Name: | The Sensor Connection |
Made In: | USA |
Available sizes: | For use with 1/8", 3/16", or 1/4" diameter probes |
Material: | 316 Stainless Steel |
Thread: | 1/8 inch NPT male thread |
Additional Specifications: | Includes ferrules |
DOCUMENTS & DOWNLOADS
VIDEOS
No Result Found



APPLICATIONS AND TECHNICAL DETAILS
1/8" NPT Compression Fittings for EGT Probes
TSC EGT probes mount through a 1/8-inch NPT port in the exhaust manifold, header, or pipe. This compression fitting threads directly into that port and provides a secure, high-temperature seal for the probe.
There are two common methods for creating the required NPT port: welding in a bung or drilling and tapping the pipe directly.
Drill and Tap vs. Weld Bung: When Each Is Correct
Welding a stainless steel bung is the stronger, more permanent solution. It is the correct approach for thin-wall header tubing (generally under 0.120 inch wall thickness) and for installations where long-term durability under heat and vibration is critical.
Drilling and tapping directly into the exhaust pipe or manifold is the faster, lower-cost option for:
- Thick-wall cast iron manifolds
- Thick-wall steel pipe sections
- Locations where welding access is limited
A drilled-and-tapped port generally requires approximately 0.200 inch wall thickness to maintain full thread engagement under thermal cycling and vibration.
Attempting to tap thin-wall tubing will result in weak or stripped threads and a leaking port that cannot be reliably repaired without welding.
NPT Threads Are Tapered — Why That Matters
NPT stands for National Pipe Taper. Unlike straight threads, NPT threads are cut on a taper, meaning the diameter increases along the length of the thread.
This taper creates the sealing mechanism. As the male fitting is threaded into the port, it wedges into the tapered female threads, forming a mechanical seal. Thread sealant or anti-seize is typically used to fill any remaining gaps and ensure a leak-free connection.
Because of this design, there is no fixed “bottom-out” point when tapping. The correct depth is achieved when the fitting reaches proper engagement and seating torque.
Installation Procedure: Drilling, Tapping, and Chip Control
Mark the probe location according to TSC EGT mounting guidelines, typically 2–4 inches downstream from the exhaust valve along the runner.
Center-punch the surface to prevent drill walk. Drill using the included size R bit (0.339 inch), keeping the drill perpendicular to the pipe surface. On curved tubing, a drill press with a V-block produces a more accurate result than a hand drill.
Apply cutting fluid to the tap and start it square to the hole. Advance the tap approximately one-half turn forward, then back it off slightly to break chips. Continue this process until the compression fitting can be test-fit at the desired engagement depth.
Chip Removal Is Critical
After tapping, completely remove all metal chips from the port and the interior of the pipe or manifold.
Any debris left inside the exhaust system can be drawn into the engine during initial startup, potentially causing damage. Use compressed air, vacuum, or both to ensure the area is clean before installing the fitting.
Final Installation
Thread the compression fitting into the tapped port by hand to verify clean engagement, then tighten using appropriate torque. Apply anti-seize to prevent galling, especially in high-temperature environments.
Once installed, the fitting accepts the EGT probe using a compression nut and ferrule, creating a secure, gas-tight seal.
For unused ports, a 1/8" NPT stainless port plug can be installed to prevent exhaust leakage and debris entry.