


OVERVIEW
• Adjustable Direct Weld Compression Fittings for various diameter EGT Probes
• Made from 316 Stainless Steel
• Includes ferrule
These versatile EGT Direct Weld Compression Fittings are designed to be welded on to your exhaust system, providing an adapter for mounting an EGT probe.316 stainless steel for excellent service life withstanding high temperatures and thermal cycling over long periods of time. Direct Weld Compression Fittings available for EGT Probe diameters of 3/16" or 1/4".
Options:
TECHNICAL SPECIFICATIONS
Brand Name: | The Sensor Connection |
Material: | 316 Stainless Steel |
Available sizes: | For use with 3/16", or 1/4" diameter probes |
Additional Specifications: | Includes ferrule |
DOCUMENTS & DOWNLOADS
VIDEOS
No Result Found



APPLICATIONS AND TECHNICAL DETAILS
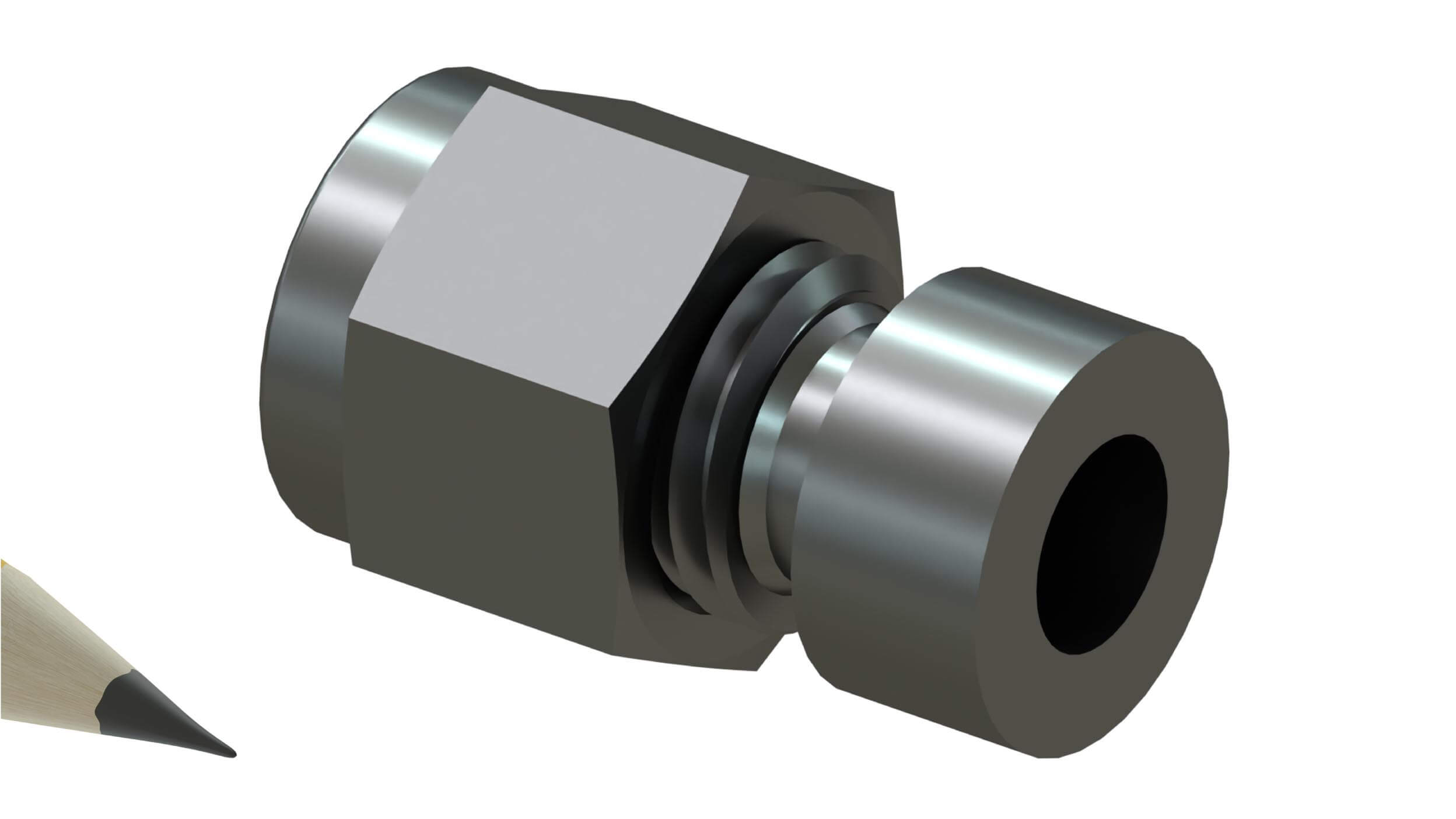
Direct Weld Compression Fitting for EGT Probes
The direct weld compression fitting eliminates the need for a separate weld bung, giving fabricators a single-piece probe mount that welds directly to the exhaust pipe wall and accepts a probe compression nut. For builders working with thin-wall stainless tubing, aluminum pipe, or titanium exhaust systems where cutting NPT threads into the pipe is impractical, this fitting provides a clean, low-profile solution.
The body is machined from 316 stainless steel, offering improved resistance to pitting and crevice corrosion in environments such as sulfurous diesel exhaust or marine applications where chloride exposure is a concern.
When Direct Weld Is the Right Mounting Choice
Race header builders and custom exhaust fabricators are the primary use case for this fitting. When a header is already being assembled in a jig, welding a direct mount at the exact position and angle is faster and more compact than installing a separate bung and threaded fitting.
This approach keeps the probe mount low-profile and places it exactly where needed, rather than being constrained by standard bung geometry.
Thin-wall tubing is another major driver. Stainless race headers are often built from 16- or 18-gauge tubing—wall thicknesses that cannot reliably support NPT threads under thermal cycling. While welding in a bung is one option, the direct weld fitting achieves the same result in fewer steps and with less added mass.
The same applies to aluminum exhaust systems and titanium applications, where minimizing stress concentration and maintaining structural integrity is critical.
Compression Mechanism and Ferrule
Once welded, the fitting functions the same as a standard compression fitting used across the EGT probe lineup.
A double-ferrule assembly inside the compression nut creates a metal-to-metal seal:
- The front ferrule deforms inward to grip the probe sheath
- The back ferrule drives the front ferrule into position
This produces a gas-tight seal that holds under vibration and thermal cycling without requiring thread sealant or adhesives.
The ferrule is a one-time-use component. Once fully tightened, it permanently conforms to the probe sheath. If the probe is removed, the ferrule will not reliably seal a replacement probe—even if the diameter is nominally the same. A new fitting (or ferrule assembly) should be used to ensure a proper seal.
Installation
Welding to the Pipe
Mark the probe location and drill or punch a hole sized to accept the fitting weld stub. Clean the area to bare metal before welding.
Tack the fitting in at least three evenly spaced locations before applying a full circumferential weld. This helps prevent weld contraction from pulling the fitting off-axis during cooling.
A full perimeter weld is required to ensure proper exhaust sealing. Tack-only installation will allow gas leakage under thermal cycling.
Recommended filler materials:
- ER308L or ER316L for stainless-to-stainless
- ER309L for stainless-to-mild steel
Inspect the weld for full fusion before installing the probe.
Probe Insertion and Nut Tightening
Insert the probe to the desired depth and confirm cable orientation for bent probes. Hand-tighten the compression nut, then tighten approximately one to one-and-a-quarter turns past hand-tight to set the ferrule.
Additional tightening beyond this point does not improve sealing and may damage the probe sheath.
Apply anti-seize to the threads before installation. Stainless-on-stainless galling under exhaust temperatures can make removal difficult, especially in high-cycle diesel or marine applications.
Selecting the Correct Bore Size
The fitting is available in 1/8", 3/16", and 1/4" bore sizes, each matched to the probe sheath diameter.
- 3/16" → Most common (EGT-DF, EGT-DP, EGT-EP series)
- 1/8" → Swaged-tip and specialty probes
- 1/4" → Larger sheath probes
It is critical to match the fitting bore to the probe sheath diameter. A mismatch will prevent proper sealing regardless of tightening torque.
Always verify sheath diameter from the probe datasheet before selecting a fitting.